エッチング加工 治具、モータコア、ピン立て レーザースポット溶接
エッチング+レーザースポット溶接(点溶接、シーム溶接、ピン立て)
【掲載サンプル】
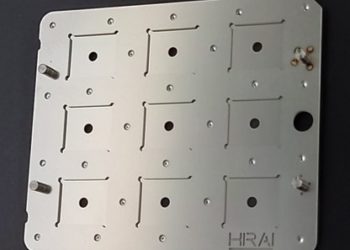
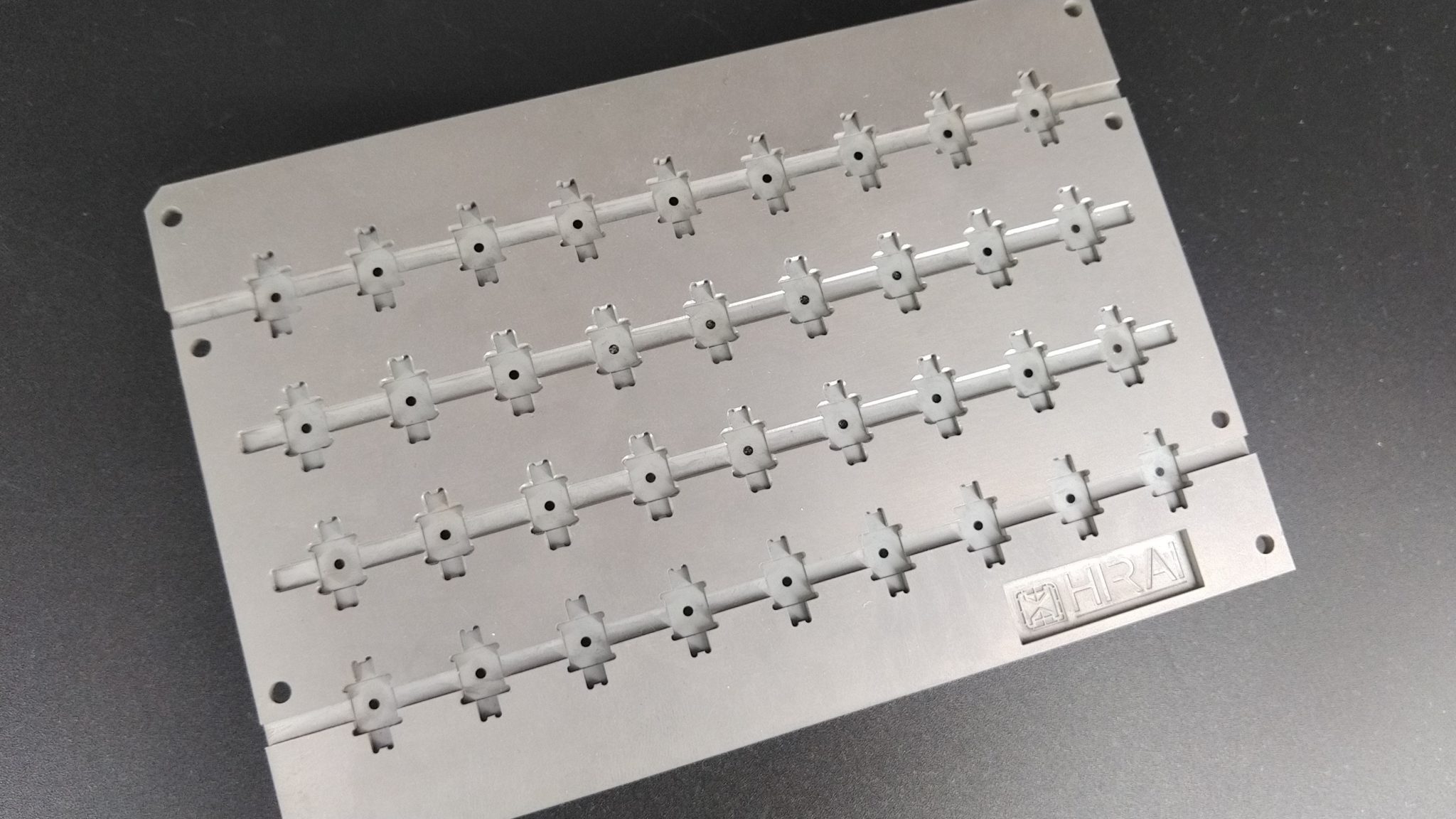
■貼り合わせ治具 エッチング加工やレーザー加工にて作成したSUSパーツを複数枚重ね合わせ、レーザースポット溶接にて、一体物にしております。トレーやキャリアとしてご使用されております。
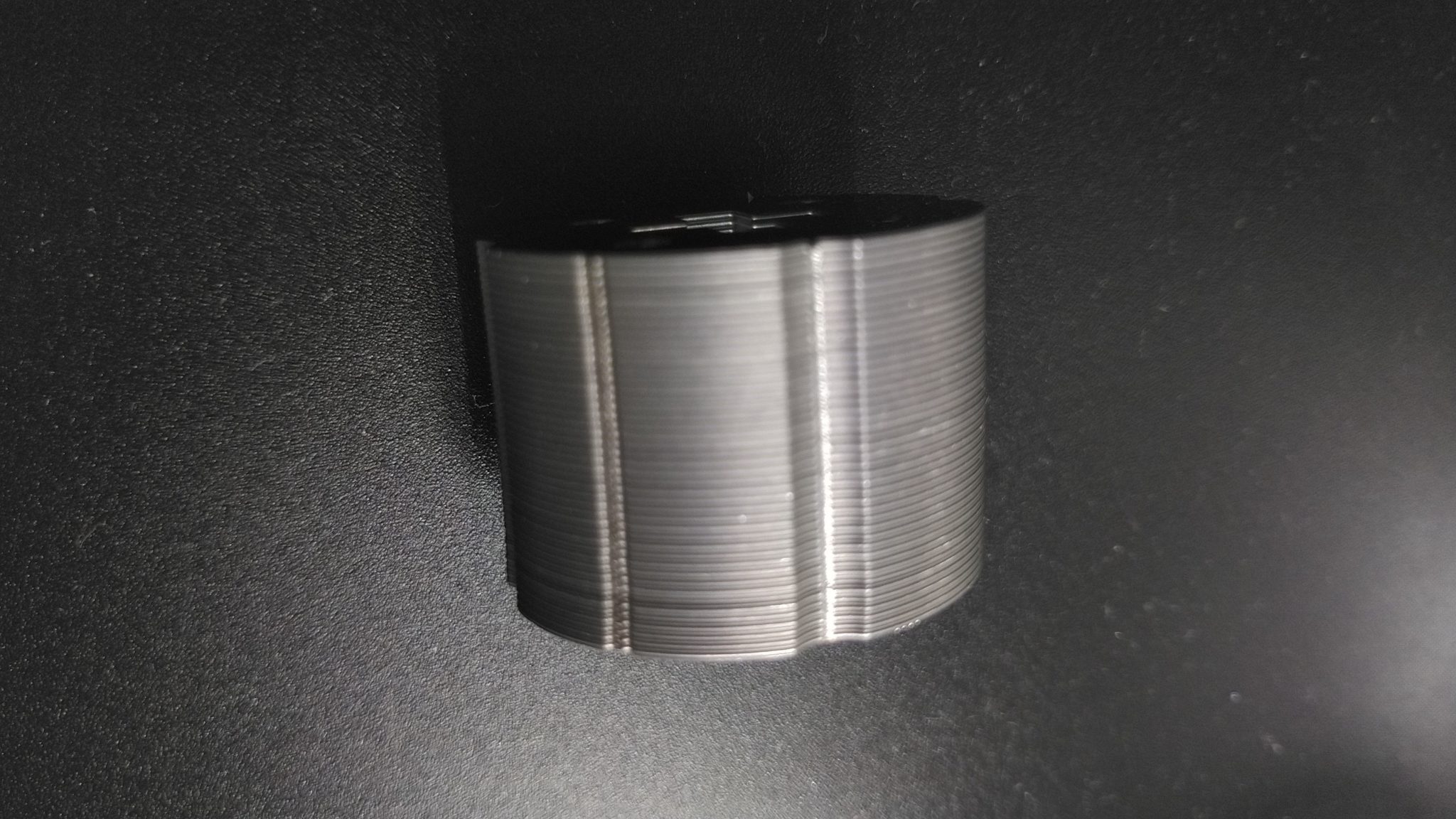
■モータコアの積層 珪素鋼板を使用したモータコア(エッチング加工にて作成)を50枚重ね合わせて、シーム溶接(ワークを移動させながら、高速に連続してスポット溶接を行うことで線状に溶接出来ます)を行っております。
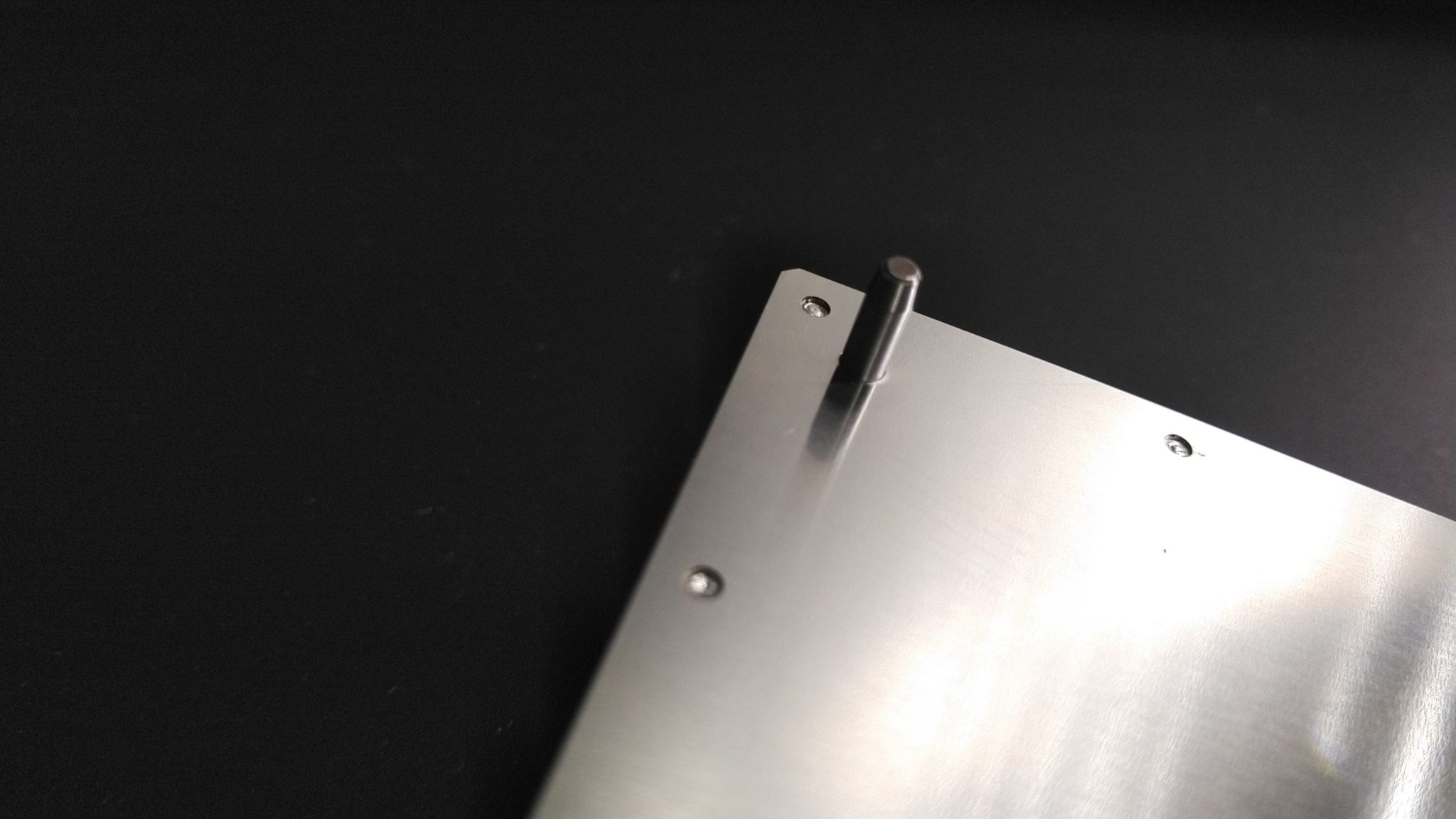
■ピン立て 治具(トレーやキャリア等)の追加工となりますが、平井精密工業では、ピンをレーザースポットにて、溶接させる事でピン立てを行う事が対応出来ます。ピン立てには、圧入等の工法が有りますが、レーザースポットにて溶接する事で、強度が増し、ピンが外れるといったトラブルを軽減する事が出来ます。下記は、レーザースポット溶接と圧入による強度比較となります。
【ピン固定方法】1N=0.102kg
圧入によるピン立て 強度291~490N
レーザースポット溶接 強度500N
【レーザースポット溶接】
平井精密工業のレーザースポット溶接は、YAG溶接となります。 YAGとは『(Y)イットリウム・(A)アルミニウム・(G)ガーネット』で構成する結晶(+α)を励起(れいき)することにより得られるレーザー光です。励起(れいき)とは、外からエネルギーを与えられ、もとのエネルギーの低い安定した状態から、エネルギーの高い状態へと移る事を言います。YAGレーザー光の波長は1,064nmの近赤外光で有り、人の目には見えないですが、集光すると金属加工が出来るほどエネルギー密度が高くする事が出来ます。イメージとしては太陽光を虫眼鏡で集光して黒紙を焼く現象に似ています。発振器で増幅したレーザー光は、エネルギー損失の少ない光ファイバーを用いて伝送されます。さらに出射口のレンズで集光させ高いエネルギーとして対象物に当てる事で、金属がレーザー光を吸収=加熱され、溶接されるという仕組みです。
【レーザースポット溶接のメリット】
■歪が少ない レーザースポット溶接は、局部加熱が可能であり、短時間で接合を行う為、加工による歪が少ないです。
■溶接速度が速い レーザースポット溶接は、点溶接の為、他の線で溶接する加工と比較すると、一ヶ所当たりの作業時間が非常に短く、生産性が高いです。
■量産性が有る プログラムを組めば、自動で加工を行う事が出来る為、量産に向いています。
■コストが安い 生産性が向上する事により、コストの削減が可能です。
■デザイン性 レーザースポット溶接は、アーク溶接等と比較して、溶接箇所が目立たず、微細加工の対応が出来る為、デザイン面の仕上がりが優れています。また、片面からの溶接が可能な為、表面にスポット痕を残さず加工する事も可能です。
■異種材料間の溶接が可能。SUS材の調質違いや、その他、異種金属の貼り合わせにつきましてもご要望が有りましたら、一度、ご相談下さい。
【レーザースポット溶接のデメリット】
■熱圧着、拡散接合と比較すると強度が弱い。レーザースポット溶接は、点での溶接となる為、部分的に強い力を加えると剥がれる可能性が有ります。ただ、過酷な環境や、意図的に大きな力を加えなければ頻繁に剥がれるような事は有りません。強度を必要とされる場合は、平井精密工業にて対応を行っております熱圧着、拡散接合をお勧めさせて頂きます。熱圧着、拡散接合は、面での接合となる為、非常に強度に優れております。
■洗浄工程で使用する場合には不向き。レーザースポット溶接は、点溶接の為、洗浄を行うと、隙間に液が入り込んでしまう事が有ります。(積層治具の加工技術の一つとして、レーザースポット溶接をご利用頂いております)その為、洗浄工程を通るような工程に使用される場合は、面で接合を行う熱圧着、拡散接合をお勧め致します。
■治具が別途必要。加工時は自動で行う為、ご依頼の形状に合わせたレーザースポット溶接時の治具が必要になる場合が有ります。
【対応可能材質】 SUS、42アロイ、アンバー、チタン
【対応が厳しい材質】 銅、アルミ
【平井精密工業の特徴】平井精密工業は、エッチング加工だけでは無く、レーザー加工、機械加工なども組み合わせたうえで、熱圧着、拡散接合、抵抗スポット溶接、レーザースポット溶接による貼り合わせ加工を行う事が出来ます。こちらの加工の全てを平井精密工業内で対応を行っております。まずは、イメージされておりますご要望内容をご相談頂けましたら、その中で最適な加工方法のご提案をさせて頂くように対応をさせて頂きます。
【平井精密工業のエッチング加工について】平井精密工業のエッチング加工は、このような加工方法です。
詳細は下記の「エッチング加工」をクリックして下さい。
↓